6 Different Types of 3D Printing Technologies and Advantages
Since the 21st century, additive manufacturing technology has further developed in various subfields, and special 3D printing materials and 3D printing equipment have also emerged What are the commonly used 3D printing technologies?
6 Different Types of 3D Printing Technologies and Advantages
1. Selective Laser Sintering (SLS)
SLS process, also known as selective laser sintering, the SLS process is formed by powder materials. Spread the material powder on the upper surface of the formed part and scrape it flat; Use a high-intensity CO2 laser to scan the cross-section of the part on the newly paved new layer; The material powder is sintered together under high-intensity laser irradiation to obtain the cross-section of the part, and is bonded to the formed part below; After one layer of the cross-section is sintered, a new layer of material powder is paved to selectively sinter the lower layer of the cross-section.
The biggest advantage of the SLS process is that it can select a wide range of materials, such as nylon, wax, ABS, resin-coated sand (coated sand), polycarbonates, metal, ceramic powder, etc. The unsintered part of the powder bed becomes the support structure of the sintering part, so there is no need to consider the support system (hardware and software). The SLS process is closely related to the casting process. For example, the sintered ceramic mold can be used as the shell and core of the casting, the wax mold can be used as the wax mold, and the sintered thermoplastic material model can be used as the lost foam mold.
2. Selective Laser Melting (SLM)
Selective laser melting (SLM) is a main technical approach in additive manufacturing of metal materials. In this technology, the laser is selected as the energy source, and the metal powder bed is scanned layer by layer according to the path planning in the 3D CAD slice model. The scanned metal powder is melted and solidified to achieve the effect of a metallurgical combination, and finally, the metal parts designed by the model are obtained.
The main difference between this technology and SLS technology is that SLM directly heats the metal powder through the laser, and does not rely on the binder powder. The metal powder achieves the effect of metallurgical bonding through melting and solidification, and finally obtains the metal parts with the designed structure. In order to better melt metals, SLM technology needs to use laser beams with high absorptivity of metals.
3. Directional Energy Deposition (DED)
Ded technology uses laser or other energy sources to generate a molten pool in the deposition area and move at high speed. Materials are directly sent to the high-temperature melting zone in powder or wire form and then deposited layer by layer after melting, which is called laser directional energy deposition 3D printing technology. Laser metal deposition (LMD) in the DED technology classification takes laser as the energy source and metal powder as the processing material.
Compared with SLM technology, this technology has the following advantages: first, it allows the laser head and workpiece to move more flexibly, thereby increasing design freedom. Second, in the operation of the DED equipment, inert gas directly flows out of the laser head and surrounds the powder flow and the molten pool. It does not depend on the pressure chamber filled with inert gas. The 3D printing process can start immediately, greatly reducing the production preparation time. Third, it can produce large parts without any support structure. The disadvantage is that the melting process is not as accurate as SLM, and the finished parts usually have to be reworked.
4. Micro Jet Bonding Technology (3DP)
3DP technology is similar to SLS technology, using ceramic and gypsum powder forming. The difference is that the material powder is not connected by laser sintering solid powder, but by spraying transparent or color adhesive along the cross-sectional path of the part through the adhesive print head and solidifying the powder. The powder at other positions is used as support, and then a layer of powder is laid. The process is circulated until the printing is completed.
It has the advantages of fast forming speed and low forming material price and is suitable for desktop rapid forming equipment. One of the most competitive features of this process is that the color prototype can be made by adding pigment to the binder. The molding process does not need support, and the removal of excess powder is relatively convenient, which is especially suitable for making prototypes with complex internal cavities.
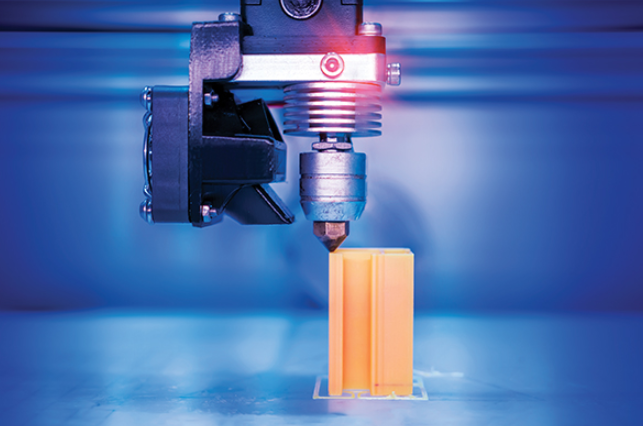
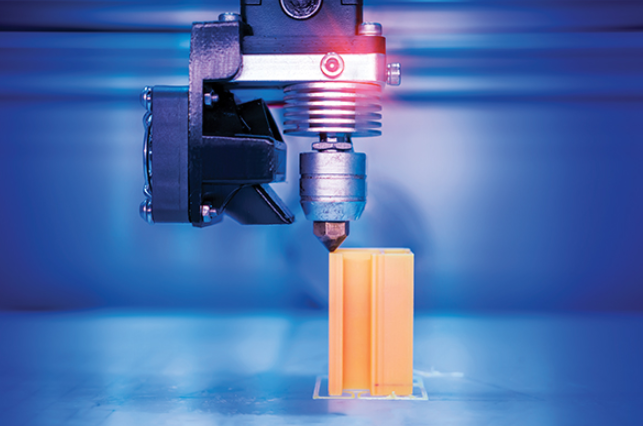
5. Fused Deposition Modeling (FDM)
Its working principle is to heat and melt the filamentous thermoplastic material through the nozzle. The nozzle has a fine nozzle (diameter is generally 0.2 ~ 0.6mm) at the bottom. Under the control of the computer, the nozzle moves along the x-axis direction, and the workbench moves along the y-axis direction. According to the data of the 3D model, it moves to a specified position, extruding the molten liquid material and finally solidifying it. After the deposition of one layer is completed, the workbench decreases by one layer in a predetermined increment along the z-axis direction. After the material is ejected, it is deposited on the solidified material of the previous layer, and the final product is formed by stacking the materials layer by layer.
FDM has the characteristics of low cost, fast speed, convenient use, simple maintenance, small size, and pollution-free. It greatly shortens the product development cycle and reduces the cost, so that it can quickly respond to market changes and meet the personalized needs of customers. It is widely used in industrial manufacturing, medical treatment, architecture, education, mass consumption, and other fields.
6. Laminated Object Manufacturing (LOM)
LOM Process, called Laminated Object Manufacturing, was successfully developed by Michael Feygin of Helisys company in 1986. Lom is one of the most mature rapid prototyping manufacturing technologies. This manufacturing method and equipment have developed rapidly since its appearance in 1991. Due to the fact that the laminated solid manufacturing technology mostly uses paper materials, with low cost and high precision, and the wooden prototype produced has external aesthetics and some special qualities, it has attracted more attention, and has been rapidly applied in the visualization of product conceptual design, modeling design evaluation, assembly inspection, investment casting, sand casting wood mold, rapid molding master mold, and direct molding.